In daily production, the types of molds we use mainly include two plate molds, three plate molds, and hot runner molds.
Two plate mold structure
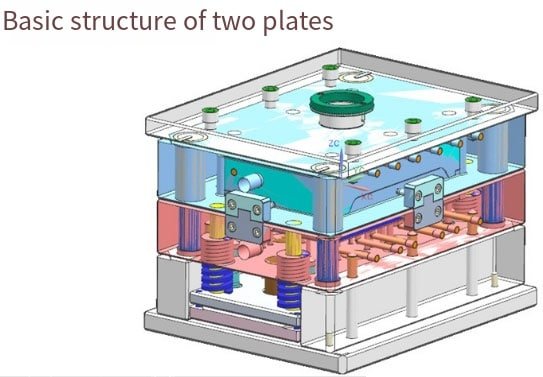

Advantages of Two Plate Mold:
Two plate molds are the most common, with a simple structure, diverse forms, and convenient maintenance.
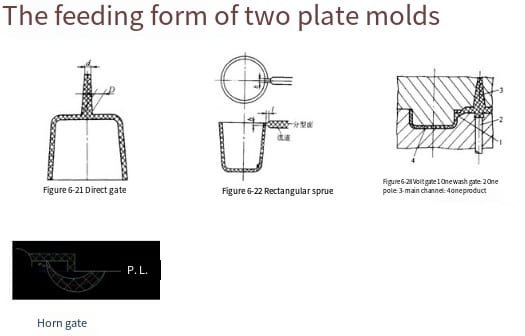
The two plate mold gate forms include direct injection, edge gate, hidden gate, horn gate, lap gate, disc gate, sector gate, spoke gate, etc.
Disadvantages of two plate molds:
Both plate molds require subsequent processing to remove the gates, except for the latent and horn gates.
Common gate forms for two plate molds:
Three board mold structure
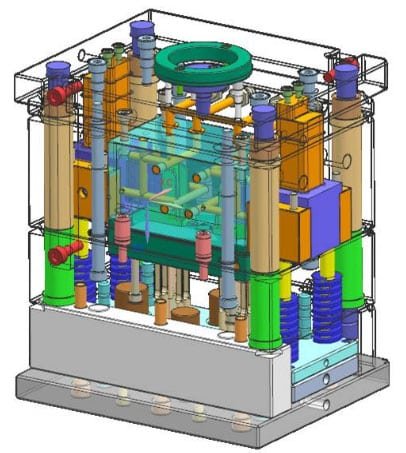
Advantages of Three Board Mold:
The gate form of the three plate mold only has a point gate.
The three plate mold leaves small gate marks on the product. It can be formed without any trace.
The gate of the three plate mold does not need to be removed separately.
Disadvantages of Three Board Mold:
The three plate mold has a longer flow channel and requires longer cooling time, which means it requires a longer forming cycle.
The three board mold consumes a lot of materials.
The structure of the three board mold is relatively complex
Basic structure of hot runner molds

Hot runner molds, regardless of the runner system, are basically the same as two plate molds. However, in terms of the runner system, hot runners are considered another type of injection mold.
Hot runner systems are divided into adiabatic hot runner systems and heated hot runner systems.
a. Adiabatic hot runner: It is made of materials with low thermal conductivity around the runner, and insulated with molten plastic around it.
b. Heating hot runner: The overall temperature of the runner is controlled by a temperature sensing plate.
The deformation of the hot runner mold can be achieved by placing the hot nozzle onto the cold runner and switching to a hot to cold mode. The hot runner can set the ejection system on the mother mold side, which is commonly used in inverted molds (dual color molds). Hot runner can achieve mold stacking, also known as mold stacking. That is to say, two sets of molds are stacked head to head, sharing a common channel for feeding from the molding machine, and different ejection systems are used to eject products during mold opening.
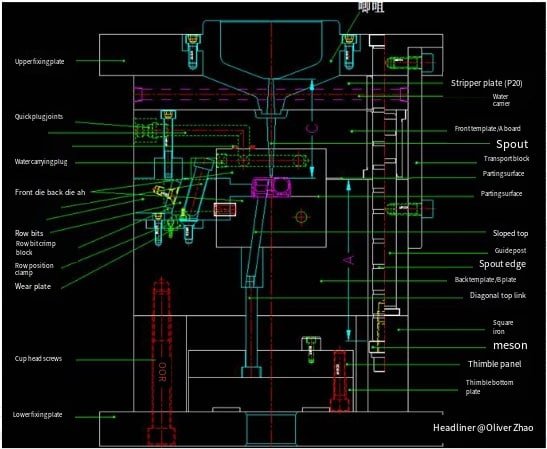
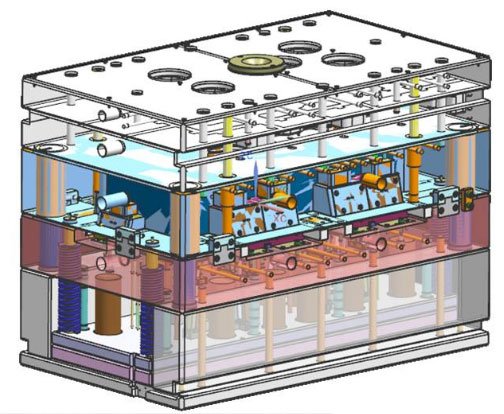
Injection mold auxiliary mechanism
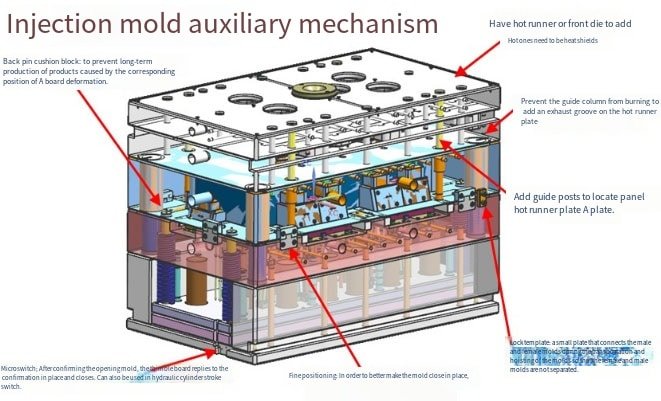
There are four auxiliary systems for plastic molds: pouring system, ejection system, cooling system, and exhaust system. Sometimes, due to the high temperature required for heating the plastic materials used, some molds may also have a heating system.
The auxiliary settings for plastic molds include: lifting ring holes, KO holes (top rod holes), and so on.
When plastic products have dead corners, the mold will also have one or more structures to handle the dead corners. Such as sliders, inclined roofs, hydraulic cylinders, and so on. In most domestic books, this type of mechanism for handling dead corners is referred to as a “stamen pulling mechanism”.