Oil Temperature:
For the hydraulic press is due to the continuous operation of the machine hydraulic oil friction generated heat energy, it is controlled by cold water, in the boot to confirm the oil temperature at about 45 ° C, if the oil temperature is too high or too low will affect the transfer of pressure
Melt temperature: (adjusted by barrel stability setting: the actual barrel temperature is ±5℃ of the barrel set temperature)
Usually, the determination of melt temperature depends on the properties of different materials and is provided by the material supplier. (See the material physical property table for the melt temperature and mold temperature of the material used)
Set the cylinder temperature Melt temperature is too high: material decomposition (resulting in product bubbles, color difference, coke spots, fracture, etc.) Melt temperature is too low: uneven plasticization of materials, melt contains cold material (resulting in insufficient mold filling, cold material, product fracture, etc.)
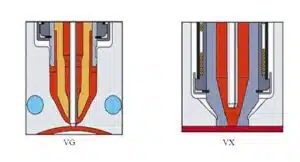
Mold temperature:
Whether the mold temperature is high or low, its role is always to maintain a certain temperature of the mold in the stable production process and play a cooling role. The really important mold temperature is the temperature of the mold cavity, not the temperature displayed on the mold temperature machine. Usually, the cavity temperature will reach a stable dynamic balance in the stable production process. (For large molds, the mold must be fully heated before production, especially the product mold with thin walls and a large flow length ratio)
The mold temperature will affect the flow and cooling rate of the melt because it affects the flow, thus affecting the appearance of the product (surface quality, burr) and injection pressure; Because it affects the cooling speed, it affects the crystallinity of the product, which in turn affects the shrinkage rate and mechanical strength properties of the product.
High mold temperature: good fluidity; High crystallinity; High shrinkage (resulting in small size); Metamorphosis; Requires a longer cooling time
Low mold temperature: poor fluidity (resulting in flow marks, welding marks); Low crystallinity; Small shrinkage (resulting in large size)

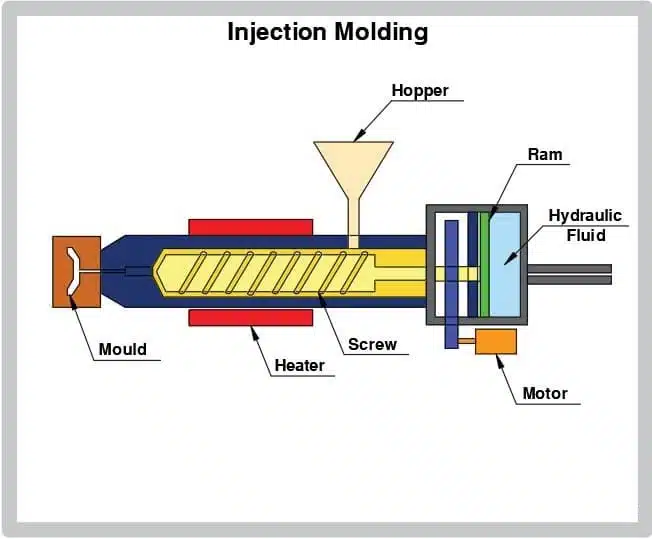
Injection molding machine temperature setting
Thermal insulation Settings: such as POM, PC ABS and other materials, a long stay in the barrel will lead to material decomposition, after setting the thermal insulation temperature, the temperature of the barrel can be temporarily maintained at the thermal insulation setting value to prevent the decomposition of materials.