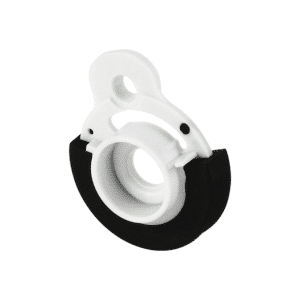
2 Color Injection Molding Components for Automotive Parts
Mold Features:- Key Part for Automotive./ Double Injection Mold/ Two Shot Mould/2K Injection Moulding Technology/ Two Color Mould.
YCH Mold:Crafting Precision, Shaping Innovation
- Cost-Effectiveness
- Design Flexibility
- High Efficiency and Productivity
- Consistent Quality and Precision
- Attentive Service
Description
| Model NO. | YCH-2S-20032986 |
| Runner | Cold Runner |
| Design Software | UG |
| Installation | Fixed |
| Certification | ISO |
| Standard | DME |
| Customized | Customized |
| Product Shaping Mode | Plastic Injection Mould ych-186 |
| Mould Base | Lkm, Dme, Hasco etc ; |
| Steel Hardness | 20-60HRC |
| Treatment | Pre-Harden, Nitride, Heat Treatment, Quenching |
| Mould Life | 50K – 1 Million Cycles |
| Product Design Software | Ug, CAD, PRO-E, Solid Works etc |
| Quality | ISO9001:2000 Certified |
| Payment | T/T, Western Union , Money Gram |
| Transport Package | Crate/Pallet |
| Specification | 1000T double injection |
| Trademark | Win Win Mold |
| Origin | Shenzhen,China |
| HS Code | 8480719096 |
| Production Capacity | 500 Molds/ Year |
Product Features
Mold Features:- Key Part for Automotive./ Double Injection Mold/ Two Shot Mould/2K Injection Moulding Technology/ Two Color Mould.
Part Function: Component for Automotive Industry.
Part material: ABS+TPU with double-shot injection molding being an efficient means for bonding two materials of different composition, this part features ABS +TPU
Details regarding characteristics of two-color mold.
1. Both cavities appear different, creating two commodities respectively, while their cores appear identical (Note: If one or both look different, make a mold cavity roller to ensure consistency of mold core).
2. It is crucial that the mold cavity be consistent with its core after turning 180 deg; this must be taken into consideration when designing the mold.
3. When designing the mold, be mindful to inquire into all key parameters of a two-color injection molding machine carefully, such as its capacity, thicknesses of large capacity, small capacity thicknesses and spacing between KO holes etc.
4. It is preferable that three plate molds be designed as fully automatic mold ejection positions to ensure reliable placement of plastic material or hard parts inside them.
5. When creating the mold for a second injection molding process, to prevent inserting (or scratching) product positions formed for the first time, some space should be provided between product positions and mold sealings – however this must take into consideration compressive strength of each sealing position carefully – otherwise plastic might leak during high processing pressure and cause deformation leading to flash during second injection molding processes?
6. When injection molding, product specifications of the first process may be slightly larger to allow subsequent molding processes with another female mold to compress them more closely for plastic sealing effects.
7. Care should be taken when considering whether the fluidity of plastic used for injection molding processes in subsequent processes is excessive and whether there will be changes to their plastic properties from previous products molded. If improvements can be found, we must find ways to do so.
8. When creating the water connection layouts between cavities and cores, their balance should remain equal and adequate.
9.Normally, harder material should be introduced first before soft material, due to hard material’s ease of deformation.
10. To effectively tighten up the viscosity between plastics, one should carefully evaluate both raw material viscosity and mold surface roughness viscosity.
Two color injection molding with professional TPU; The smoother the die surface is, the tighter its adhesion will be.


")