What is an insert?
Insert, a term used in molds, also known as an insert or a sub, refers specifically to the mold component used to be embedded in the mold core.
Inserts can be square, round, or flat, and like all mold components, they require high precision. Typically, there are no finished products, and they are customized according to the needs of the mold.

Insert Properties
Types of inserts: insert pin, insert block, insert column, insert ring, etc.
Material: SKD61, SKH51, ASP23, SKD11, etc., or the same as the corresponding mold core material.
Hardness: above 50HRC.
Standard accuracy: ±0.01mm, depending on the specific mold accuracy requirements.
Under what circumstances is it necessary to do an insert?
NO.1
Save mold materials
As we all know, when the mold is ordered, it is a piece of steel with a relatively regular shape, but the material of the front and back molds is determined by the highest point.
So whether it is the front mold or the back mold, if one part is relatively higher than the other parts, this part can be reduced by making an insert to lower the height of the mold core, so that the material for the mold core does not need to be set so high, thus saving mold materials.
NO.2
Convenient mold modification
For areas where the mold is frequently modified, it can be disassembled and made into inserts. In the future, when modifying the mold, only the inserts need to be replaced, and it is even possible to make spare parts for multiple inserts during mold opening for replacement, making it easier to modify the mold.
For example, some ODM manufacturers can change the appearance of their products without changing the logo, and simply by changing the logo, they can turn them into products of another brand. In this case, the mold can be disassembled at the logo area and made into an insert, which eliminates the need to reopen a new mold.
NO.3
It is beneficial to the exhaust of the mold
Mold exhaust is very important. Poor exhaust will cause trapped air in the mold cavity, especially in deep bone areas, which is more likely to cause bubbles or shrinkage, missing glue, whitening or black spots in the product during injection molding.
Therefore, it is possible to add inserts where the mold needs to be vented, and use the fit gap of the inserts to vent.
NO.4
Convenient for mold processing
We know that in some deep bone positions in injection molds, it is difficult to process with cutting tools, such as using electric discharge machining (EDM) to discharge.
As we all know, EDM processing is the slowest and the processing efficiency is too low, so it is generally preferred to use inserts here to reduce the difficulty of processing and facilitate exhaust.
There is also the problem of saving mold space in deep bone areas. It is quite inconvenient to save mold space in these areas due to the need to remove the mold. However, it is much easier to insert inserts in these areas and remove them separately for saving mold space.
NO.5
Increase the service life of the mold
Generally, the areas of the mold that require insert design are often the most susceptible to damage, such as thin steel areas with sharp edges. Once the insert is damaged, it can be replaced, thereby extending the service life of the mold.
NO.6
Conductive mold temperature
Generally, the mold is cooled by designing waterways, but in some places where it is impossible to design waterways or where waterways cannot reach, it is possible to dissipate heat by making inserts. Of course, the material of these inserts must have good thermal conductivity, such as beryllium copper.
Defects in the mold for inlaying
Of course, there are certain defects in the mold for making inserts, such as the following:
1. Increased the difficulty of mold assembly;
2. It is easy to produce glue overflow and flashing around the insert;
3. The use of inlaying structures in mold design and processing can sometimes increase the cost of mold design and processing, thereby increasing costs;
4. Too many inlaid structures will affect the design of the mold cooling water circuit;
5. Too many inlaid structures will affect the strength of the mold core.
Processing of inserts
To improve processing efficiency, some large molds can be divided into several small parts and processed separately, which can save time.

Generally, there are two types of inserts, namely, through-insert and blind-insert.
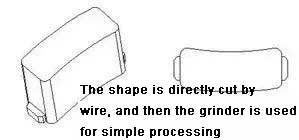
For some smaller inserts, Y-CUT wire cutting can be used, with the aid of a hanging table for positioning.
For some larger inserts, such as those larger than 60X60, a blind insert method can be used, with screws to hold them in place. This method is relatively difficult to process, but ensures the strength of the mold.

Material of the insert: For inserts that are not worn through, the material can be the same as the mold core material.

If there is a worn-out insert, the material can be the same as the mold core material, except that the hardness is increased by 2 degrees, or a material with a different hardness.

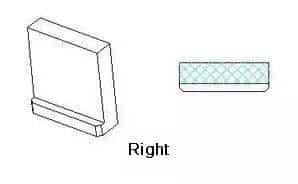
Then, when designing the hanging platform, it is important to pay attention to the difficulty of processing and the reference position to facilitate wire cutting and grinding. The size of the hanging platform can generally be designed as 5X2.0MM or 4X3MM.
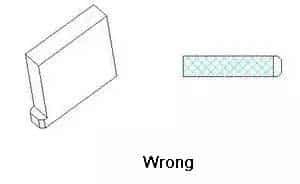
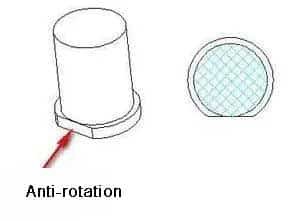
The hanging platform should be placed in the straight position of the insert, as shown in the figure:
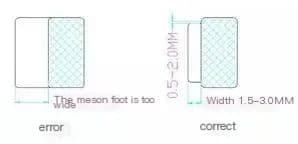
The hanging platform should be 0.5-2.0 shorter than the flat edge, which is to facilitate the cutting of R angle.
When the insert is shaped and not suitable for hanging, it can be inserted directly with a 1-2 degree slope around the edge, which is called a slope insert.

summary
Inserts are already a common structure on molds, and although they have their drawbacks, their advantages are also evident.
When designing the mold, it is necessary to determine which parts need to be inserted based on the specific product structure, and which parts can be left intact without inserting parts.
At the same time, it should be noted that there are usually insert marks or insert lines where the inserts are made, and the customer needs to confirm whether they can accept them during the mold review.