Injection molding is one of the key plastic molding processes. Mold design plays a pivotal role in optimizing injection molding technology and producing high precision plastic products with increased value-add for production; designing injection molds must address not only general mold design concerns but also consider specific aspects such as:
Select Appropriate Tool Size and Tolerance Options
1. Relating product dimension accuracy to mold accuracy
Create a product drawing taking into account mold design, molding process and its associated dimensions. First calculate the dimensions of a mold drawing from those of a product drawing; use this mold drawing as the basis for manufacturing its actual dimensions; make the molded product using this mold using this mold drawing; use actual dimensions of product drawn to obtain actual dimensions from product drawing; ensure this actual dimension fits within tolerance requirements as specified by design drawing.
2. Appropriate Shrinkage Rate
Molding products requires using resin with pigment to achieve uniform shrinkage rates; however, in precision molding processes the degree of difference may be minimal and should match up as closely with actual shrinkage rates as possible. One method to estimate shrinkage rates accurately is by looking back at similar products produced previously or using experimental molds to test actual shrinkage rates, then correcting and designing production molds accordingly.
At times it can be impossible to accurately predict the shrinkage rate; therefore, mold modifications will inevitably take place after trial molding. After modification, size differences between concave and convex parts increase or decrease; accordingly, their shrinkage rates must be set accordingly; for instance when injection molding a gear, if its outer diameter increases it cannot mesh correctly but decreasing diameter leads to backlash increases – in such a case shrink rates should be set low so as not to cause catastrophic problems with manufacturing and assembly processes.
3.Preventing fluctuations in molding shrinkage rate
Precision injection molding requires molds be made according to desired dimensions, yet even though these dimensions are certain, their dimensions will still vary due to actual shrinkage rates. Therefore, controlling this rate is of great significance in precision injection molding processes; its correlation to mold design and resin batch is also variable while changing pigment can alter its effect and fluctuation rates; controlling this rate becomes even harder because molding machines vary in their settings for conditions, reproducibility and effects of each molding cycle, leading to variations in actual shrinkage rates; it becomes a constant challenge!
Mold sizes can be calculated by multiplying product dimensions with shrinkage rate, making shrinkage rate the key factor when designing molds; its effects vary depending on factors like resin content and molding conditions.
Main factors affecting mold shrinkage rates.
1. Resin Pressure
Resin pressure has an enormous influence on shrinkage rate. At higher pressures, shrinkage decreases and product sizes increase. Even within one test cavity, resin pressure may vary with product shape to produce different shrinkage rates; multiple cavities typically have differing resin pressures that result in various shrinkage rates for each cavity.
2. Mold Temperature
The shrinkage rate increases significantly when mold temperatures increase significantly, necessitating precise molding techniques at specific temperatures. Upon designing a mold, special consideration must be made regarding its cooling circuit design.
3. Gate Cross Sectional Area
Typically, when changing the gate area of a resin printer, shrinkage rates also alter accordingly. As gate sizes increase and fluidity of resin increases, shrinkage rates tend to reduce as does shrinkage rate.
4. Product Wall Thickness
The thickness of product wall thickness also has an effect on shrinkage rate. Due to different tendencies among non-crystalline resins that influence how they affect shrinkage rate in wall thickness measurements, with larger wall thickness resulting in a larger shrinkage rate; conversely shrinkage rate decreases. With crystalline resins large changes must be avoided in wall thickness for best results, and multi-mode cavities must avoid having differing wall thickness levels as this will alter shrinkage rates accordingly.
5. Increase the amount of reinforcing material
Glass fiber reinforced resin exhibits decreasing shrinkage rates as more glass fiber is added, which in turn affects its flow direction as opposed to transverse direction; this difference may differ greatly depending on your resin choice. To avoid distortion and warping, it is essential that shape, location and number of gates are considered when planning their shape, placement and use.
6. Directivity
Although there are significant differences in orientation, there is orientation in all resins. The orientation of crystalline resins is particularly high, which varies depending on wall thickness and molding conditions. In addition, post-molding shrinkage occurs. The main factors affecting post-molding shrinkage are internal stress, crystallization, temperature, and humidity. Possible measures include:
(1) Balance of runner and gate
The shrinkage rate varies depending on the resin pressure. In the case of multi-point gate and multi-cavity mold, it is necessary to perform gate balancing to achieve the same filling. Resin flow is related to the flow resistance in the runner, so it is best to achieve runner balance before achieving gate balance.
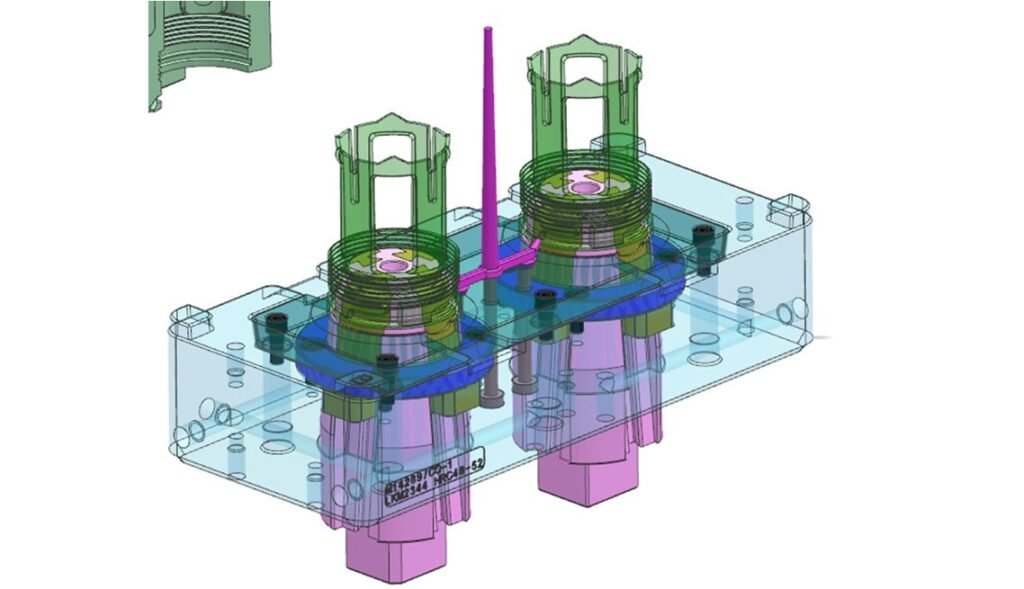
(2) Cavity arrangement
In order to facilitate the setting of molding conditions, attention should be paid to the arrangement of the mold cavities. Due to the molten resin entering the mold cavity, in the case of a typical mold cavity arrangement, the mold temperature distribution is concentric around the gate. Therefore, when selecting the mold cavity arrangement for a multi-cavity mold, it is necessary to achieve a balance of flow channels and to adopt a concentric arrangement centered around the gate.
Prevent deformation during molding
The cause of deformation during molding is the internal stress caused by uneven contraction, so it is necessary to prevent uneven contraction. In the case of a circular product with a hole in the center, a gate must be placed in the center. However, when the resin flow direction and vertical direction have a large difference in contraction rate, it will produce the disadvantage of elliptical shape. Therefore, when higher accuracy of roundness is required, it is necessary to design a 3-point or 6-point gate, but full attention should be paid to the balance of each gate. When using side gates, a 3-point gate will increase the inner diameter of the cylindrical product. In cases where there are no gate marks on the exterior and end surfaces, using fewer internal multi-point equalizing gates can achieve good results.

Prevent deformation caused by demolding
Precision products are generally small in size, with thin walls and many thin ribs. The mold design must consider the deformation of the product and allow for proper demolding. For resins with low shrinkage, when the molding pressure is high, it is important to ensure that the product does not easily remain in the mold cavity. For example, when using resins with low shrinkage to mold gears, it is best to design the mold cavity for the gear part on the side of the template that ejects; when using ejectors, it is important to pay attention to the number of non-deforming ejectors and the position of the top pressure; gears with holes require core pins, which need to be placed on the side of the template that ejects in order to facilitate parallel ejection during ejection. For angular products, punching templates can be used for ejection, which can prevent deformation. Generally, the draft angle of precision products is small. In order to reduce the demolding force, mirror processing is required, and the grinding direction must be in the direction of the draft. It is necessary to design a segmented core that is easy to grind in accordance with the draft direction.
Preventing fluctuations in mold accuracy
To ensure the positioning of the sliding parts during each cycle, it is necessary to prevent fluctuations in the accuracy of the mold. In order to maintain the accuracy of the sliding parts, they should be quenched and ground, and the fit of the sliding parts of the side cores should have a positioning backlash.